
Vakumda Tamburlanmış Baklagiller Neden Püre Haline Geliyor: Dokuyu Belirleyen Mühendislik Parametreleri
Vakumda Tamburlanmış Baklagiller Neden Püre Haline Geliyor: Dokuyu Belirleyen Mühendislik Parametreleri
Yayınlanma tarihi: 27 Mart 2026 | Jialong Mühendislik Masası tarafından
Agresif ekstraksiyon döngüleri uygulayan bir baklagil vakumlu tamburlama makinesi, birinci sınıf marine edilmiş nohut üretmez. Ürettiği ürün püre halindedir. Baklagillerin hücresel yapısı – kotiledon dokusunu bir arada tutan pektin matrisi – hızlı basınç değişimine, aşırı pişirmeye verdiği tepkiyle aynı şekilde tepki verir: çöker. Baklagil vakumlu tamburlamada nohut dokusunun korunması, hammadde kalitesiyle ilgili bir sorun değildir. Bu, vakum basınç döngüsü kontrolüyle ilgili bir sorundur. Makine parametreleri, bir parti nohutun, birinci sınıf konumlandırmayı haklı çıkaracak sert, al dente bir kıvamla mı yoksa yumuşak, kabukları çatlamış bir ürünü satamayan bir perakendeciden iade talebiyle mi sonuçlanacağına karar verir.
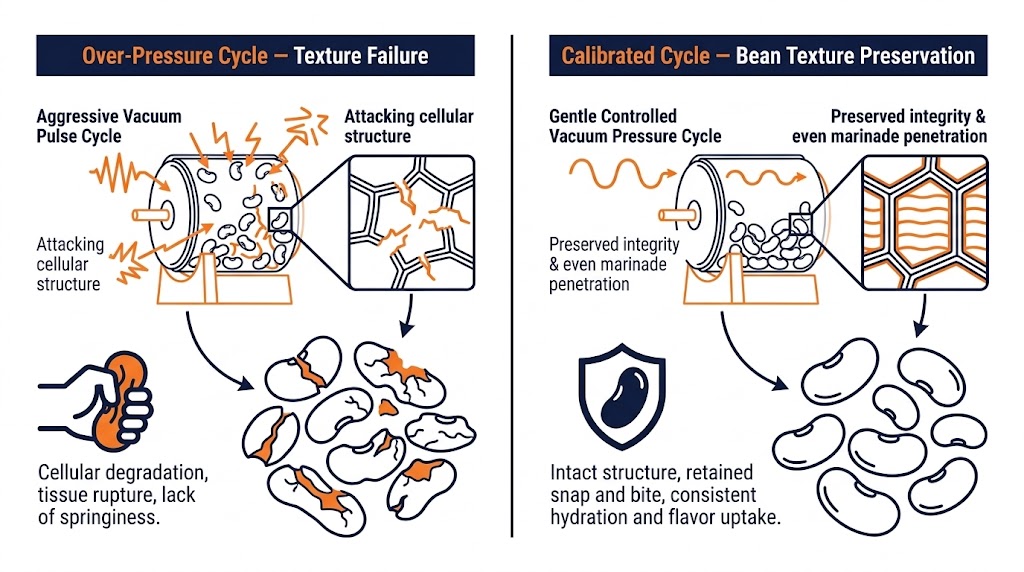
Şekil 1: Agresif vakum basınç çevrimi ile kalibre edilmiş çevrim karşılaştırması — fasulye dokusunun korunmasını, parti dokusunun bozulmasından ayıran parametre farkı.
Nohut ve edamame kotiledon dokusu, pektin bazlı bir hücre duvarı matrisi ile bir arada tutulur. Hızlı vakum ekstraksiyonu altında —5 saniyeden kısa sürede atmosferik basınçtan 10 kPa'nın altına düşen basınç— iç hücre sıvısı, pektin matrisinin karşılayabileceğinden daha hızlı genişler. Hücre duvarları yırtılır. Fasulye, marine döngüsü başlamadan önce yapısal bütünlüğünü kaybeder. Sonuç, sonraki işlemlerin hiçbir şekilde geri kazanamayacağı yumuşak, sulu bir dokudur. Baklagillerde vakum tamburlamasında fasulye dokusunun korunması, hücre duvarı matrisinin mekanik sınırlarına saygı duyan vakum basınç döngüsü kontrolüyle başlar; marine edilmiş fasulye işleme makinesinin ulaşabileceği en hızlı ekstraksiyon ayarıyla değil.
Doğru baklagil vakumlu tamburlama yaklaşımı, aşamalı bir ekstraksiyon profili kullanır: 8-12 saniye içinde 30-40 kPa'ya ilk basınç düşüşü, hücre dengelemesi için bekleme aşaması, ardından hedef derinliğe kadar ikincil ekstraksiyon. Bu aşamalı vakum basınç döngüsü kontrolü, pektin matrisinin felaket bir şekilde değil, kademeli olarak ayarlanmasına olanak tanır. Vakumlu tamburlama makinesi tek bir agresif ekstraksiyon darbesi yerine çok aşamalı bir basınç profiline programlandığında, nohutların perakende satışta satılamaz hale gelmesine neden olan görünür bir hata modu olan kabuk çatlaması önemli ölçüde azalır.
Nohutların vakumlu tamburlama işleminde homojen lezzet penetrasyonu, belirli bir hidrolik nedenden dolayı başarısız olur. Standart yüksek akışlı marine sosu enjeksiyonu, baharat sıvısının yoğun kotiledon çekirdeğine yayılmasına fırsat bulamadan yüzey tabakasını ve taneler arasındaki boşlukları doyurur. Nohutun dış yüzeyi birkaç dakika içinde tuz dengesine ulaşır. Çekirdek ise tatsız kalır. Bu içi boş fasulye etkisi bir formülasyon problemi değil, marine edilmiş fasulye işleme makinesinin akış hızı problemidir.
Mühendislik çözümü, düşük akışlı çok noktalı enjeksiyonun kontrollü yuvarlanma frekansıyla birleştirilmesidir. Bağımsız olarak programlanabilir enjeksiyon akış hızına sahip (döngü başına fasulye başına 0,8–1,2 ml hedefleyen) baklagiller için vakumlu yuvarlanma makinesi, marine hacmini kotiledon dokusunun emebileceği bir hızda dağıtır, böylece baharatın etrafında birikmesini önler. Ardından, 4–6 rpm'de yapılan hafif salınım, baharatı yüzey dokusuna zarar veren kesme kuvveti uygulamadan fasulye matrisine mekanik olarak işler. Yuvarlanma aşamasında vakum basıncı döngü kontrolü, difüzyonu içeriye doğru yönlendiren ozmotik gradyanı korur; fasulyenin iç basıncını atmosferik basıncın biraz altında tutmak, marinenin yüzeyde kalmak yerine çekirdeğe doğru hareket etmesini sağlar. Bu, toplu üretimde içi boş fasulye etkisini ortadan kaldıran baklagil vakumlu yuvarlanma parametre kombinasyonudur.
Baklagiller için doğru tasarlanmış bir vakumlu tamburlama makinesinde, fasulye dokusunun korunması ve homojen lezzet penetrasyonu birbiriyle çelişen mühendislik hedefleri değildir. Kademeli vakum basınç döngüsü kontrolü, ekstraksiyon sırasında yapıyı korur. Düşük akışlı enjeksiyon ve kontrollü tamburlama frekansı, mekanik hasar olmadan marineyi çekirdeğe kadar iletir. Programlanabilir çok aşamalı döngüler etrafında inşa edilmiş marine edilmiş fasulye işleme makinesi, aynı üretim sürecinde her iki sonucu da sunar; bu da, kötü tasarlanmış baklagil vakumlu tamburlama ekipmanının her partide dayattığı operatör ödünleşmelerine yol açmaz.
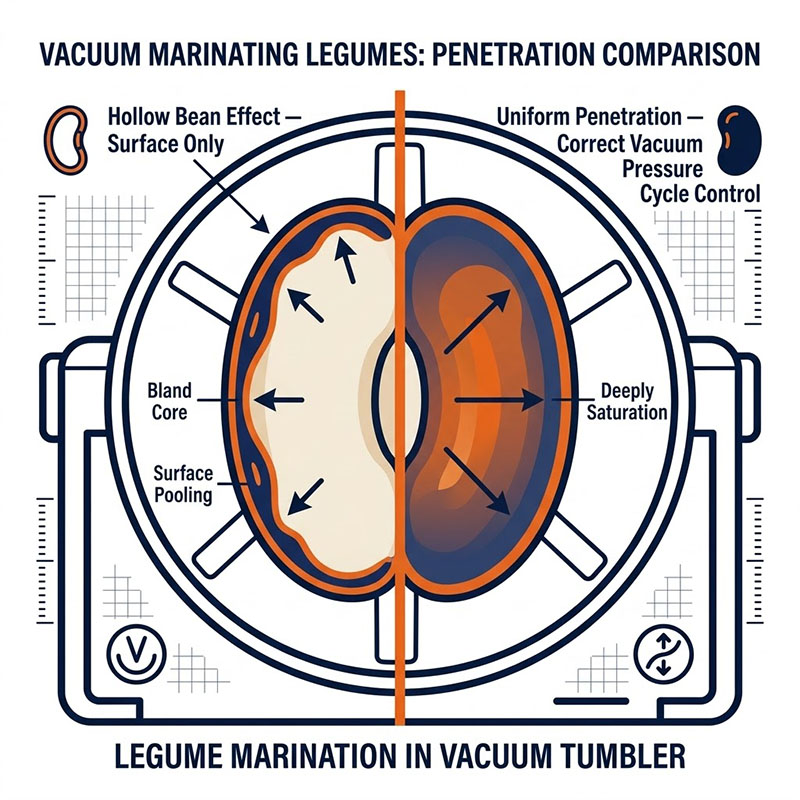
Şekil 2: İçi boş fasulye etkisi ve düzgün penetrasyon karşılaştırması — marine edilmiş fasulye işleme makinenizin hangi sonucu vereceğine karar veren enjeksiyon akış hızı ve vakum basıncı çevrim kontrol parametreleri.
Mühendislik Kararı
Vakumla işlenmiş baklagillerde doku bozulması ve boş fasulye tadı sorunları, hammadde veya formülasyon seviyesinde değil, ekipman parametreleri seviyesinde çözülür. Programlanabilir çok kademeli vakum basınç çevrimi kontrolüne, bağımsız olarak ayarlanabilir enjeksiyon akış hızına ve kontrollü döndürme frekansına sahip bir baklagil vakumlu işleme makinesi, ilk partiden bininci partiye kadar tutarlı fasulye dokusu koruması ve homojen marine penetrasyonu sağlar. Doğru şekilde yapılan baklagil vakumlu işleme, tekrarlanabilir bir mühendislik sürecidir. Sonucu belirleyen her değişkeni kontrol etmek üzere tasarlanmış bir marine edilmiş fasulye işleme makinesi gerektirir.



